New advances in cameras, processors and AI provide a wealth of opportunity for IoT operations.
With advances in technology, cameras and AI are becoming increasingly sophisticated. It is now possible for data processing to happen directly on the sensor, at a computer nearby, at a server on premise or across the internet in a remote data center.
Machine vision encompasses the methodology and technology involved in extracting data from an image or series of images to produce an output used to guide a decision-based algorithm. Machine vision requires method and expertise from manufacturers as well as the integration of many technologies, software and hardware products and integrated systems.
As shown in the figure, an a simplified workflow, machine vision entails imaging, followed by automated image analysis to extract the necessary information to guide a decision. [1], [2]
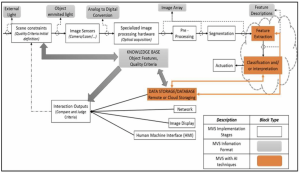
Figure: A block diagram for a typical vision system operation and applicable AI techniques.
Vision processing is already available in a small form factor. For instance, consider the state-of-the-art technology within the Labforge Bottlenose™ camera, which is powered by the Toshiba Visconti-5™ semiconductor device.
As Toshiba’s fifth-generation image recognition processor chip, it has multiple ARM CA53 cores, multiple machine vision processing cores and an on-board Deep Neural Network (DNN) for real time AI processing power. With over 20 TFLOPS of computational power, Visconti-5 is capable of enabling vision processing with low power in a small form factor.
Here are two emerging applications of industrial machine vision that are enabled by technologies such as these.
Automated Inspection. Automated inspection in manufacturing has been dramatically altered by machine vision [1]. The figure illustrates a typical machine-vision system operation along with areas that could use the latest AI techniques highlighted in orange. In the case of Bottlenose, many of these tasks, such as feature extraction, classification, detection and depth processing have been moved onto the device.
Quality Control. Machine vision can be used for quality control and it can detect several types of defects [4]. Examples of some quality metrics machine vision can detect are listed below [3]:
- Presence/absence: checks if the object is present in the checked spot.
- Orientation: determines if the object is in the correct orientation.
- Position: checks whether the object is in the right place.
- Color: checks for the correct colors in desired areas of the object.
- Recognition/content analysis: checks codes including barcodes, letters and RFID on the object.
- Geometric control: checks the object for the correct dimensions and geometric tolerances.
Machine-vision algorithms typically use geometric methods with hand-defined feature descriptors. For example, a detector for the presence/absence task could be designed using contours and edges.
Newer detection methods are based on DNNs that use stacked layers of convolutions and other functions that apply to the input image. Parameters of these functions can number in the millions. The DNNs are trained using large datasets and computers.
The IIC has published a white paper, “Optimal Use of Cloud and Edge in Industrial Machine-Vision Applications,” that discusses the strengths and limitations of edge and cloud computing, and their applications in industrial machine vision. The white paper aims to be a brief guide for integrating leading machine vision and edge computing practices in industrial settings and it showcases several practical examples.
Download the free white paper here.
References
[1] M. Graves and B. G. Batchelor, “Machine vision for the inspection of natural products,” p. 471, 2003, Accessed: May 03, 2022. [Online]. Available: https://books.google.com/books/about/Machine_Vision_for_the_Inspection_of_Nat.html?id=PXwz4MDCkYsC
[2] “By any other name | Vision Systems Design.” https://www.vision-systems.com/boards-software/article/16738540/by-any-other-name (accessed May 03, 2022). Optimal Use of Cloud and Edge in Industrial Machine-Vision Applications 13
[3] R. Silva et al., “Machine Vision Systems for Industrial Quality Control Inspections.” To cite this version : HAL Id : hal-02075633 Inspections, pp. 0–10, 2019.
[4] T. Benbarrad, S. B. Kenitar, and M. Arioua, “Intelligent machine vision model for defective product inspection based on machine learning,” 2020 Int. Symp. Adv. Electr. Commun. Technol. ISAECT 2020, 2020, doi: 10.1109/ISAECT50560.2020.9523643.